ಯಾವಾಗವೆಲ್ಡಿಂಗ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್, ಎಲೆಕ್ಟ್ರೋಡ್ನ ಕಾರ್ಯಕ್ಷಮತೆಯು ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ನ ಉದ್ದೇಶಕ್ಕೆ ಹೊಂದಿಕೆಯಾಗಬೇಕು.ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಬೇಸ್ ಮೆಟಲ್ ಮತ್ತು ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳ ಪ್ರಕಾರ ಆಯ್ಕೆ ಮಾಡಬೇಕು (ಕೆಲಸದ ತಾಪಮಾನ, ಸಂಪರ್ಕ ಮಾಧ್ಯಮ, ಇತ್ಯಾದಿ ಸೇರಿದಂತೆ).
ನಾಲ್ಕು ರೀತಿಯ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಮತ್ತು ಮಿಶ್ರಲೋಹದ ಅಂಶಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ
ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಅನ್ನು ನಾಲ್ಕು ವಿಧಗಳಾಗಿ ವಿಂಗಡಿಸಬಹುದು: ಆಸ್ಟೆನಿಟಿಕ್, ಮಾರ್ಟೆನ್ಸಿಟಿಕ್, ಫೆರಿಟಿಕ್ ಮತ್ತು ಬೈಫೇಸ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್, ಟೇಬಲ್ 1 ರಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ.
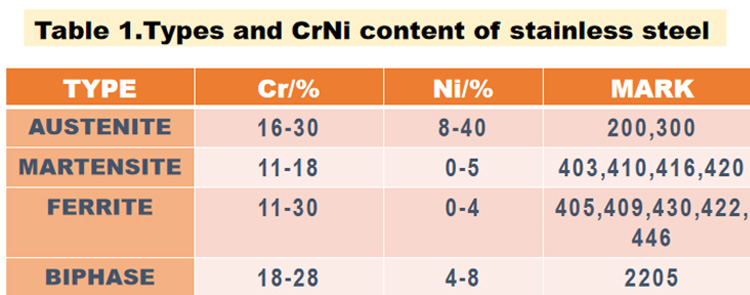
ಇದು ಕೋಣೆಯ ಉಷ್ಣಾಂಶದಲ್ಲಿ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ನ ಮೆಟಾಲೋಗ್ರಾಫಿಕ್ ರಚನೆಯನ್ನು ಆಧರಿಸಿದೆ.ಸೌಮ್ಯವಾದ ಉಕ್ಕನ್ನು ಬಿಸಿ ಮಾಡಿದಾಗ1550° F, ರಚನೆಯು ಕೋಣೆಯ-ತಾಪಮಾನದ ಫೆರೈಟ್ ಹಂತದಿಂದ ಆಸ್ಟೆನಿಟಿಕ್ ಹಂತಕ್ಕೆ ಬದಲಾಗುತ್ತದೆ.ತಂಪಾಗಿಸಿದಾಗ, ಸೌಮ್ಯವಾದ ಉಕ್ಕಿನ ರಚನೆಯನ್ನು ಮತ್ತೆ ಫೆರೈಟ್ ಆಗಿ ಪರಿವರ್ತಿಸಲಾಗುತ್ತದೆ.ಹೆಚ್ಚಿನ ತಾಪಮಾನದಲ್ಲಿ ಇರುವ ಆಸ್ಟೆನಿಟಿಕ್ ರಚನೆಗಳು ಕಾಂತೀಯವಲ್ಲದವು ಮತ್ತು ಕೊಠಡಿ-ತಾಪಮಾನದ ಫೆರೈಟ್ ರಚನೆಗಳಿಗಿಂತ ಕಡಿಮೆ ಶಕ್ತಿ ಮತ್ತು ಗಡಸುತನವನ್ನು ಹೊಂದಿರುತ್ತವೆ.
ಸರಿಯಾದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ವೆಲ್ಡಿಂಗ್ ವಸ್ತುವನ್ನು ಹೇಗೆ ಆರಿಸುವುದು?
ಮೂಲ ವಸ್ತುವು ಒಂದೇ ಆಗಿದ್ದರೆ, ಮೊದಲ ನಿಯಮವು "ಮೂಲ ವಸ್ತುವನ್ನು ಹೊಂದಿಸಿ" ಆಗಿದೆ.ಉದಾಹರಣೆಗೆ, ವೆಲ್ಡಿಂಗ್ ವಸ್ತುವನ್ನು ಆಯ್ಕೆಮಾಡಿ310 or 316ತುಕ್ಕಹಿಡಿಯದ ಉಕ್ಕು.
ಭಿನ್ನವಾದ ವಸ್ತುಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಲು, ಹೆಚ್ಚಿನ ಮಿಶ್ರಲೋಹದ ಅಂಶದೊಂದಿಗೆ ಮೂಲ ವಸ್ತುವನ್ನು ಆಯ್ಕೆ ಮಾಡುವ ಮಾನದಂಡವನ್ನು ಅನುಸರಿಸಲಾಗುತ್ತದೆ.ಉದಾಹರಣೆಗೆ, 304 ಅಥವಾ 316 ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕಿದರೆ, ಪ್ರಕಾರವನ್ನು ಆಯ್ಕೆಮಾಡಿ316.
ಆದರೆ ಅನೇಕರು ವಿಶೇಷ ಸಂದರ್ಭಗಳ "ಹೊಂದಾಣಿಕೆಯ ಮೂಲ ವಸ್ತು" ತತ್ವವನ್ನು ಅನುಸರಿಸುವುದಿಲ್ಲ, ನಂತರ "ವೆಲ್ಡಿಂಗ್ ವಸ್ತು ಆಯ್ಕೆಯ ಕೋಷ್ಟಕವನ್ನು ಸಂಪರ್ಕಿಸುವುದು" ಅವಶ್ಯಕ.ಉದಾಹರಣೆಗೆ, ಟೈಪ್ ಮಾಡಿ304ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಅತ್ಯಂತ ಸಾಮಾನ್ಯವಾದ ಮೂಲ ಲೋಹವಾಗಿದೆ, ಆದರೆ ಯಾವುದೇ ಪ್ರಕಾರವಿಲ್ಲ304ವಿದ್ಯುದ್ವಾರ.
ವೆಲ್ಡಿಂಗ್ ವಸ್ತುವು ಮೂಲ ವಸ್ತುಗಳೊಂದಿಗೆ ಹೊಂದಾಣಿಕೆಯಾಗಿದ್ದರೆ, ಬೆಸುಗೆ ಹಾಕುವ ವಸ್ತುವನ್ನು ಹೇಗೆ ಆಯ್ಕೆ ಮಾಡುವುದು304ತುಕ್ಕಹಿಡಿಯದ ಉಕ್ಕು?
ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ304ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್, ಬಳಕೆಯ ಪ್ರಕಾರ308ವೆಲ್ಡಿಂಗ್ ವಸ್ತು, ಏಕೆಂದರೆ ಹೆಚ್ಚುವರಿ ಅಂಶಗಳು308ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ವೆಲ್ಡ್ ಪ್ರದೇಶವನ್ನು ಉತ್ತಮವಾಗಿ ಸ್ಥಿರಗೊಳಿಸುತ್ತದೆ.
308ಎಲ್ ಸಹ ಸ್ವೀಕಾರಾರ್ಹ ಆಯ್ಕೆಯಾಗಿದೆ.ಎಲ್ ಎಂದರೆ ಕಡಿಮೆ ಇಂಗಾಲದ ಅಂಶ,3XXL ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಕಾರ್ಬನ್ ವಿಷಯ ≤0.03%, ಮತ್ತು ಪ್ರಮಾಣಿತ3XXಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ವರೆಗೆ ಹೊಂದಿರಬಹುದು0.08%ಇಂಗಾಲದ ವಿಷಯ.
ಎಲ್-ಆಕಾರದ ಬೆಸುಗೆಯು ಎಲ್-ಆಕಾರದ ಬೆಸುಗೆಯಂತೆಯೇ ಅದೇ ರೀತಿಯ ವರ್ಗೀಕರಣಕ್ಕೆ ಸೇರಿರುವ ಕಾರಣ, ತಯಾರಕರು ಎಲ್-ಆಕಾರದ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಬಳಸಲು ವಿಶೇಷ ಪರಿಗಣನೆಯನ್ನು ನೀಡಬೇಕು ಏಕೆಂದರೆ ಅದರ ಕಡಿಮೆ ಇಂಗಾಲದ ಅಂಶವು ಇಂಟರ್ಗ್ರಾನ್ಯುಲರ್ ತುಕ್ಕುಗೆ ಪ್ರವೃತ್ತಿಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ (ಚಿತ್ರ 1 ನೋಡಿ).

ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಮತ್ತು ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ಅನ್ನು ವೆಲ್ಡ್ ಮಾಡುವುದು ಹೇಗೆ?
ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡಲು, ಕೆಲವು ರಚನೆಗಳು ಕಾರ್ಬನ್ ಉಕ್ಕಿನ ಮೇಲ್ಮೈಗೆ ತುಕ್ಕು ನಿರೋಧಕ ಪದರವನ್ನು ಬೆಸುಗೆ ಹಾಕುತ್ತವೆ.ಮಿಶ್ರಲೋಹದ ಅಂಶಗಳೊಂದಿಗೆ ಬೇಸ್ ಮೆಟೀರಿಯಲ್ನೊಂದಿಗೆ ಅಂಶಗಳನ್ನು ಮಿಶ್ರ ಮಾಡದೆಯೇ ಬೇಸ್ ಮೆಟೀರಿಯಲ್ ಅನ್ನು ಬೆಸುಗೆ ಮಾಡುವಾಗ, ಬೆಸುಗೆಯಲ್ಲಿನ ದುರ್ಬಲಗೊಳಿಸುವ ದರವನ್ನು ಸಮತೋಲನಗೊಳಿಸಲು ಹೆಚ್ಚಿನ ಮಿಶ್ರಲೋಹದ ವಿಷಯವನ್ನು ಹೊಂದಿರುವ ವೆಲ್ಡಿಂಗ್ ವಸ್ತುವನ್ನು ಬಳಸಿ.
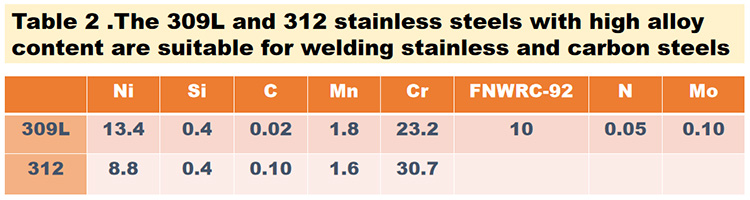
ಇಂಗಾಲದ ಉಕ್ಕನ್ನು ಬೆಸುಗೆ ಹಾಕಿದಾಗ304 or 316ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಮತ್ತು ಇತರ ಭಿನ್ನವಾದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ (ಟೇಬಲ್ 2 ನೋಡಿ),309ಎಲ್ ವೆಲ್ಡಿಂಗ್ ವಸ್ತುಹೆಚ್ಚಿನ ಸಂದರ್ಭಗಳಲ್ಲಿ ಪರಿಗಣಿಸಬೇಕು.ನೀವು ಹೆಚ್ಚಿನ Cr ವಿಷಯವನ್ನು ಪಡೆಯಲು ಬಯಸಿದರೆ, ಪ್ರಕಾರವನ್ನು ಆಯ್ಕೆಮಾಡಿ312.
ಸೂಕ್ತವಾದ ಪೂರ್ವ-ವೆಲ್ಡ್ ಶುಚಿಗೊಳಿಸುವ ಕಾರ್ಯಾಚರಣೆ ಯಾವುದು?
ಇತರ ವಸ್ತುಗಳೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಮೊದಲು ತೈಲ, ಗುರುತುಗಳು ಮತ್ತು ಧೂಳನ್ನು ಕ್ಲೋರಿನ್-ಮುಕ್ತ ದ್ರಾವಕದಿಂದ ತೆಗೆದುಹಾಕಿ.ಜೊತೆಗೆ, ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ ಗಮನ ಕೊಡಬೇಕಾದ ಮೊದಲ ವಿಷಯವೆಂದರೆ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ನಿಂದ ಕಲುಷಿತವಾಗುವುದನ್ನು ತಪ್ಪಿಸುವುದು ಮತ್ತು ತುಕ್ಕು ನಿರೋಧಕತೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.ಅಡ್ಡ-ಮಾಲಿನ್ಯವನ್ನು ತಪ್ಪಿಸಲು ಕೆಲವು ಕಂಪನಿಗಳು ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಮತ್ತು ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ಅನ್ನು ಪ್ರತ್ಯೇಕವಾಗಿ ಸಂಗ್ರಹಿಸುತ್ತವೆ.ತೋಡು ಸುತ್ತಲಿನ ಪ್ರದೇಶವನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸುವಾಗ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ಗಾಗಿ ವಿಶೇಷ ಗ್ರೈಂಡಿಂಗ್ ಚಕ್ರಗಳು ಮತ್ತು ಕುಂಚಗಳನ್ನು ಬಳಸಿ.ಕೆಲವೊಮ್ಮೆ ಜಂಟಿ ಎರಡನೇ ಬಾರಿಗೆ ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕಾಗಿದೆ.ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ವೆಲ್ಡಿಂಗ್ನ ಎಲೆಕ್ಟ್ರೋಡ್ ಪರಿಹಾರ ಕಾರ್ಯಾಚರಣೆಯು ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ವೆಲ್ಡಿಂಗ್ಗಿಂತ ಹೆಚ್ಚು ಕಷ್ಟಕರವಾದ ಕಾರಣ, ಜಂಟಿ ಶುಚಿಗೊಳಿಸುವಿಕೆಯು ಬಹಳ ಮುಖ್ಯವಾಗಿದೆ.

ಪೋಸ್ಟ್ ಸಮಯ: ಮೇ-09-2023