ವೆಲ್ಡಿಂಗ್ ಎಲೆಕ್ಟ್ರೋಡ್ ಆಗಿದೆ a ಲೋಹದಗ್ಯಾಸ್ ವೆಲ್ಡಿಂಗ್ ಅಥವಾ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ವರ್ಕ್ ಪೀಸ್ ನ ಜಂಟಿಯಲ್ಲಿ ಕರಗಿ ತುಂಬಿದ ರಾಡ್. ವಿದ್ಯುದ್ವಾರದ ವಸ್ತುವು ಸಾಮಾನ್ಯವಾಗಿ ಕೆಲಸದ ತುಣುಕಿನ ವಸ್ತುವಿನಂತೆಯೇ ಇರುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಹೇಗೆ ಸಂಯೋಜಿಸಲಾಗಿದೆ ಎಂಬುದನ್ನು ಇಲ್ಲಿ ನಾವು ಅರ್ಥಮಾಡಿಕೊಳ್ಳುತ್ತೇವೆ:
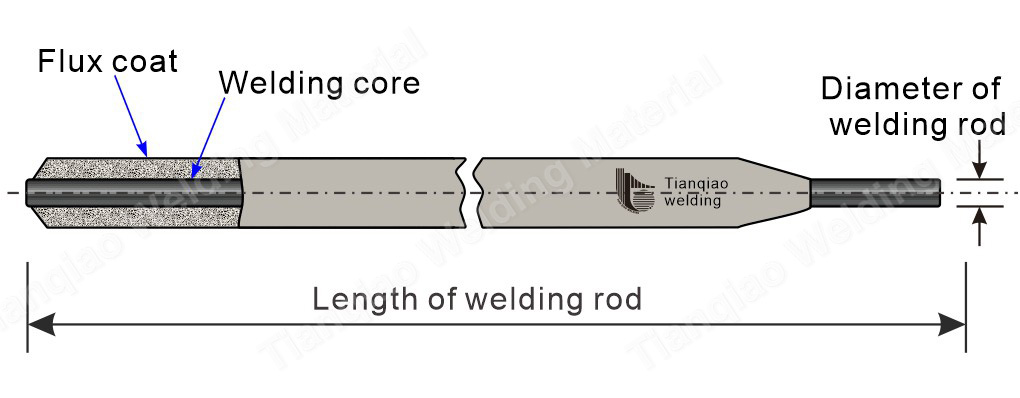
ಚಿತ್ರ 1 Tianqiao ವೆಲ್ಡಿಂಗ್ ವಿದ್ಯುದ್ವಾರದ ರಚನೆ
ವೆಲ್ಡಿಂಗ್ ಎಲೆಕ್ಟ್ರೋಡ್ ವೆಲ್ಡಿಂಗ್ ರಾಡ್ನ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಲೇಪನದೊಂದಿಗೆ ಲೇಪಿತ ಕರಗುವ ವಿದ್ಯುದ್ವಾರವಾಗಿದೆ. ಇದು ಲೇಪನ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಕೋರ್ ನಿಂದ ಕೂಡಿದೆ.
ವೆಲ್ಡಿಂಗ್ ರಾಡ್ನಲ್ಲಿ ಲೇಪನದಿಂದ ಮುಚ್ಚಿದ ಲೋಹದ ಕೋರ್ ಅನ್ನು ಕರೆಯಲಾಗುತ್ತದೆ ವೆಲ್ಡಿಂಗ್ ಕೋರ್. ವೆಲ್ಡಿಂಗ್ ಕೋರ್ ಸಾಮಾನ್ಯವಾಗಿ ಒಂದು ನಿರ್ದಿಷ್ಟ ಉದ್ದ ಮತ್ತು ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಉಕ್ಕಿನ ತಂತಿಯಾಗಿದೆ.

ಚಿತ್ರ 2 ಕೋರ್ ಟಿಯಾಂಕಿಯಾವೊ ವೆಲ್ಡಿಂಗ್ ಎಲೆಕ್ಟ್ರೋಡ್
ಕೋರ್ನ ಎರಡು ಕಾರ್ಯಗಳು
1. ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವನ್ನು ನಡೆಸಿ ಮತ್ತು ವಿದ್ಯುತ್ ಶಕ್ತಿಯನ್ನು ಶಾಖವಾಗಿ ಪರಿವರ್ತಿಸಲು ಆರ್ಕ್ ಅನ್ನು ಉತ್ಪಾದಿಸಿ.
2. ವೆಲ್ಡಿಂಗ್ ಕೋರ್ ಸ್ವತಃ ಫಿಲ್ಲರ್ ಮೆಟಲ್ ಆಗಿ ಕರಗುತ್ತದೆ ಮತ್ತು ಲಿಕ್ವಿಡ್ ಬೇಸ್ ಮೆಟಲ್ ನೊಂದಿಗೆ ಬೆಸೆದು ವೆಲ್ಡ್ ರೂಪಿಸುತ್ತದೆ. ಎಲೆಕ್ಟ್ರೋಡ್ನೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಿದಾಗ, ಕೋರ್ ಮೆಟಲ್ ಸಂಪೂರ್ಣ ವೆಲ್ಡ್ ಲೋಹದ ಭಾಗವನ್ನು ಆಕ್ರಮಿಸುತ್ತದೆ. ಆದ್ದರಿಂದ, ವೆಲ್ಡ್ ಕೋರ್ನ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆಯು ನೇರವಾಗಿ ವೆಲ್ಡ್ನ ಗುಣಮಟ್ಟವನ್ನು ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಆದ್ದರಿಂದ, ಉಕ್ಕಿನ ತಂತಿಯನ್ನು ವಿದ್ಯುದ್ವಾರದ ಕೋರ್ ಆಗಿ ಬಳಸಲಾಗುತ್ತದೆ ಅದರ ಬ್ರಾಂಡ್ ಮತ್ತು ಸಂಯೋಜನೆಯನ್ನು ಪ್ರತ್ಯೇಕವಾಗಿ ನಿರ್ದಿಷ್ಟಪಡಿಸಲಾಗಿದೆ.
ಎಲೆಕ್ಟ್ರೋಡ್ ಲೇಪನವೆಲ್ಡಿಂಗ್ ಕೋರ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಲೇಪನ ಪದರವನ್ನು ಅನ್ವಯಿಸುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಲೇಪನವು ಕೊಳೆತು ಕರಗುತ್ತದೆ ಮತ್ತು ಗ್ಯಾಸ್ ಮತ್ತು ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ರೂಪಿಸುತ್ತದೆ, ಇದು ಯಾಂತ್ರಿಕ ರಕ್ಷಣೆ, ಲೋಹಶಾಸ್ತ್ರೀಯ ಚಿಕಿತ್ಸೆ ಮತ್ತು ಪ್ರಕ್ರಿಯೆಯ ಕಾರ್ಯಕ್ಷಮತೆಯ ಸುಧಾರಣೆಯಲ್ಲಿ ಪಾತ್ರವಹಿಸುತ್ತದೆ.

ಚಿತ್ರ 3 Tianqiao ವೆಲ್ಡಿಂಗ್ ವಿದ್ಯುದ್ವಾರದ ಲೇಪನ
ಲೇಪನದ ಸಂಯೋಜನೆಯು ಇವುಗಳನ್ನು ಒಳಗೊಂಡಿದೆ: ಖನಿಜಗಳು (ಅಮೃತಶಿಲೆ, ಫ್ಲೋರಸ್ಪಾರ್, ಇತ್ಯಾದಿ), ಫೆರೋಅಲ್ಲೊಯ್ಗಳು ಮತ್ತು ಲೋಹದ ಪುಡಿಗಳು (ಉದಾಹರಣೆಗೆ ಫೆರೋಮಾಂಗನೀಸ್, ಫೆರೋ-ಟೈಟಾನಿಯಂ, ಇತ್ಯಾದಿ), ಸಾವಯವ ವಸ್ತುಗಳು (ಮರದ ಹಿಟ್ಟು, ಸೆಲ್ಯುಲೋಸ್, ಇತ್ಯಾದಿ), ರಾಸಾಯನಿಕ ಉತ್ಪನ್ನಗಳು (ಉದಾಹರಣೆಗೆ ಟೈಟಾನಿಯಂ ಡೈಆಕ್ಸೈಡ್, ನೀರಿನ ಗಾಜು, ಇತ್ಯಾದಿ). ವೆಲ್ಡ್ಗಳ ಗುಣಮಟ್ಟವನ್ನು ನಿರ್ಧರಿಸುವಲ್ಲಿ ಎಲೆಕ್ಟ್ರೋಡ್ ಲೇಪನವು ಒಂದು ಪ್ರಮುಖ ಅಂಶವಾಗಿದೆ.
ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಲೇಪನದ ಮುಖ್ಯ ಕಾರ್ಯಗಳು
1. ಆರ್ಕ್ ದಹನದ ಸ್ಥಿರತೆಯನ್ನು ಸುಧಾರಿಸಿ:
ಹೊದಿಕೆಯಿಲ್ಲದ ವಿದ್ಯುದ್ವಾರವು ಚಾಪವನ್ನು ಹೊತ್ತಿಸುವುದು ಸುಲಭವಲ್ಲ. ಅದನ್ನು ಹೊತ್ತಿಸಿದರೂ ಅದು ಸ್ಥಿರವಾಗಿ ಸುಡಲು ಸಾಧ್ಯವಿಲ್ಲ.
2. ವೆಲ್ಡ್ ಪೂಲ್ ಅನ್ನು ರಕ್ಷಿಸಿ:
ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಗಾಳಿಯಲ್ಲಿನ ಆಮ್ಲಜನಕ, ಸಾರಜನಕ ಮತ್ತು ನೀರಿನ ಆವಿ ವೆಲ್ಡ್ ಸೀಮ್ಗೆ ತೂರಿಕೊಳ್ಳುತ್ತವೆ, ಇದು ವೆಲ್ಡ್ ಸೀಮ್ ಮೇಲೆ ಪ್ರತಿಕೂಲ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ರಂಧ್ರಗಳ ರಚನೆ ಮಾತ್ರವಲ್ಲ, ಬೆಸುಗೆಯ ಯಾಂತ್ರಿಕ ಗುಣಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಬಿರುಕುಗಳನ್ನು ಕೂಡ ಉಂಟುಮಾಡುತ್ತದೆ. ಎಲೆಕ್ಟ್ರೋಡ್ ಲೇಪನ ಕರಗಿದ ನಂತರ, ಆರ್ಕ್ ಮತ್ತು ಕರಗಿದ ಕೊಳವನ್ನು ಆವರಿಸುವ ದೊಡ್ಡ ಪ್ರಮಾಣದ ಅನಿಲವನ್ನು ಉತ್ಪಾದಿಸಲಾಗುತ್ತದೆ, ಇದು ಕರಗಿದ ಲೋಹ ಮತ್ತು ಗಾಳಿಯ ನಡುವಿನ ಪರಸ್ಪರ ಕ್ರಿಯೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ವೆಲ್ಡ್ ತಣ್ಣಗಾದಾಗ, ಕರಗಿದ ಲೇಪನವು ಸ್ಲ್ಯಾಗ್ನ ಪದರವನ್ನು ರೂಪಿಸುತ್ತದೆ, ಇದು ವೆಲ್ಡ್ನ ಮೇಲ್ಮೈಯನ್ನು ಆವರಿಸುತ್ತದೆ, ವೆಲ್ಡ್ ಲೋಹವನ್ನು ರಕ್ಷಿಸುತ್ತದೆ ಮತ್ತು ನಿಧಾನವಾಗಿ ತಣ್ಣಗಾಗುತ್ತದೆ, ಸರಂಧ್ರತೆಯ ಸಾಧ್ಯತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
ಮೂರು, ವೆಲ್ಡ್ ಡಿಯೋಕ್ಸಿಡೈಸ್ಡ್ ಮತ್ತು ಡೀಸಲ್ಫೈರೈಸ್ಡ್ ಮತ್ತು ಫಾಸ್ಪರಸ್ ಕಲ್ಮಶಗಳು ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು
ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ರಕ್ಷಣೆಯನ್ನು ಕೈಗೊಳ್ಳಲಾಗಿದ್ದರೂ, ಲೋಹ ಮತ್ತು ಮಿಶ್ರಲೋಹದ ಅಂಶಗಳನ್ನು ಉತ್ಕರ್ಷಿಸಲು, ಮಿಶ್ರಲೋಹದ ಅಂಶಗಳನ್ನು ಸುಡಲು ಮತ್ತು ಬೆಸುಗೆಯ ಗುಣಮಟ್ಟವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಸ್ವಲ್ಪ ಪ್ರಮಾಣದ ಆಮ್ಲಜನಕವು ಕರಗಿದ ಕೊಳವನ್ನು ಪ್ರವೇಶಿಸುವುದು ಇನ್ನೂ ಅನಿವಾರ್ಯವಾಗಿದೆ. ಆದ್ದರಿಂದ, ಕರಗಿದ ಕೊಳವನ್ನು ಪ್ರವೇಶಿಸಿದ ಆಕ್ಸೈಡ್ಗಳನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಕಡಿಮೆಗೊಳಿಸುವ ಏಜೆಂಟ್ ಅನ್ನು (ಮ್ಯಾಂಗನೀಸ್, ಸಿಲಿಕಾನ್, ಟೈಟಾನಿಯಂ, ಅಲ್ಯೂಮಿನಿಯಂ, ಇತ್ಯಾದಿ) ಎಲೆಕ್ಟ್ರೋಡ್ ಲೇಪನಕ್ಕೆ ಸೇರಿಸುವುದು ಅಗತ್ಯವಾಗಿದೆ.
4. ವೆಲ್ಡ್ಗಾಗಿ ಪೂರಕ ಮಿಶ್ರಲೋಹದ ಅಂಶಗಳು:
ಆರ್ಕ್ನ ಹೆಚ್ಚಿನ ಉಷ್ಣತೆಯ ಪರಿಣಾಮದಿಂದಾಗಿ, ವೆಲ್ಡ್ ಲೋಹದ ಮಿಶ್ರಲೋಹದ ಅಂಶಗಳು ಆವಿಯಾಗುತ್ತದೆ ಮತ್ತು ಸುಡುತ್ತದೆ, ಇದು ವೆಲ್ಡ್ನ ಯಾಂತ್ರಿಕ ಗುಣಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ಆದ್ದರಿಂದ, ಮಿಶ್ರಲೋಹದ ಅಂಶಗಳ ಸುಟ್ಟ ನಷ್ಟವನ್ನು ಸರಿದೂಗಿಸಲು ಮತ್ತು ವೆಲ್ಡ್ನ ಯಾಂತ್ರಿಕ ಗುಣಗಳನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಅಥವಾ ಸುಧಾರಿಸಲು ಲೇಪನದ ಮೂಲಕ ವೆಲ್ಡ್ಗೆ ಸೂಕ್ತವಾದ ಮಿಶ್ರಲೋಹದ ಅಂಶಗಳನ್ನು ಸೇರಿಸುವುದು ಅಗತ್ಯವಾಗಿದೆ. ಕೆಲವು ಮಿಶ್ರಲೋಹದ ಉಕ್ಕುಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಲು, ಮಿಶ್ರಲೋಹವನ್ನು ಲೇಪನದ ಮೂಲಕ ವೆಲ್ಡ್ಗೆ ನುಸುಳಿಸುವುದು ಸಹ ಅಗತ್ಯವಾಗಿರುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಬೆಸುಗೆ ಲೋಹವು ಮೂಲ ಲೋಹದ ಲೋಹದ ಸಂಯೋಜನೆಗೆ ಹತ್ತಿರವಾಗಿರಬಹುದು, ಮತ್ತು ಯಾಂತ್ರಿಕ ಗುಣಗಳು ಹಿಡಿಯಬಹುದು ಅಥವಾ ಮೀರಬಹುದು ಮೂಲ ಲೋಹ.
5. ವೆಲ್ಡಿಂಗ್ ಉತ್ಪಾದಕತೆಯನ್ನು ಸುಧಾರಿಸಿ ಮತ್ತು ಚೆಲ್ಲಾಟವನ್ನು ಕಡಿಮೆ ಮಾಡಿ:
ಎಲೆಕ್ಟ್ರೋಡ್ ಲೇಪನವು ಹನಿಯನ್ನು ಹೆಚ್ಚಿಸುವ ಮತ್ತು ಚೆಲ್ಲುವಿಕೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುವ ಪರಿಣಾಮವನ್ನು ಹೊಂದಿದೆ. ಎಲೆಕ್ಟ್ರೋಡ್ ಲೇಪನದ ಕರಗುವ ಬಿಂದುವು ಕೋರ್ನ ವೆಲ್ಡಿಂಗ್ ಪಾಯಿಂಟ್ಗಿಂತ ಸ್ವಲ್ಪ ಕಡಿಮೆಯಾಗಿದೆ. ಆದಾಗ್ಯೂ, ವೆಲ್ಡಿಂಗ್ ಕೋರ್ ಆರ್ಕ್ ನ ಮಧ್ಯಭಾಗದಲ್ಲಿದೆ ಮತ್ತು ಉಷ್ಣತೆಯು ತುಲನಾತ್ಮಕವಾಗಿ ಹೆಚ್ಚಿರುವುದರಿಂದ, ವೆಲ್ಡಿಂಗ್ ಕೋರ್ ಮೊದಲು ಕರಗುತ್ತದೆ, ಮತ್ತು ಲೇಪನ ಸ್ವಲ್ಪ ನಂತರ ಕರಗುತ್ತದೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ಚೆಲ್ಲುವಿಕೆಯಿಂದ ಉಂಟಾಗುವ ಲೋಹದ ನಷ್ಟವು ಕಡಿಮೆಯಾಗುವುದರಿಂದ, ಶೇಖರಣಾ ಗುಣಾಂಕವು ಹೆಚ್ಚಾಗುತ್ತದೆ, ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಉತ್ಪಾದಕತೆ ಕೂಡ ಸುಧಾರಿಸುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಎಲೆಕ್ಟ್ರೋಡ್ ಸಂಬಂಧಿತ ವೀಡಿಯೊ:
ಆಕ್ರಮಣಕಾರಿ ಬೆಲೆ ಶ್ರೇಣಿಗಳಿಗೆ ಸಂಬಂಧಿಸಿದಂತೆ, ನಮ್ಮನ್ನು ಸೋಲಿಸಬಹುದಾದ ಯಾವುದನ್ನಾದರೂ ನೀವು ದೂರದವರೆಗೆ ಹುಡುಕುತ್ತಿದ್ದೀರಿ ಎಂದು ನಾವು ನಂಬುತ್ತೇವೆ. ಅಂತಹ ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ಬೆಲೆಗಳ ಶ್ರೇಣಿಯಲ್ಲಿ ನಾವು ಅತ್ಯಂತ ಕಡಿಮೆ ಎಂದು ನಾವು ಸಂಪೂರ್ಣ ಖಚಿತತೆಯೊಂದಿಗೆ ಸುಲಭವಾಗಿ ಹೇಳಬಹುದು6013 ವೆಲ್ಡಿಂಗ್ ರಾಡ್ , ಮಂಗಳಂ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರ , ಹಾರ್ಡ್ ಫೇಸಿಂಗ್ ವೆಲ್ಡಿಂಗ್ ಎಲೆಕ್ಟ್ರೋಡ್, ನಮ್ಮ ಧ್ಯೇಯವೆಂದರೆ "ವಿಶ್ವಾಸಾರ್ಹ ಗುಣಮಟ್ಟ ಮತ್ತು ಸಮಂಜಸವಾದ ಬೆಲೆಗಳೊಂದಿಗೆ ಉತ್ಪನ್ನಗಳನ್ನು ಒದಗಿಸುವುದು". ಭವಿಷ್ಯದ ವ್ಯಾಪಾರ ಸಂಬಂಧಗಳಿಗಾಗಿ ಮತ್ತು ಪರಸ್ಪರ ಯಶಸ್ಸನ್ನು ಸಾಧಿಸಲು ನಮ್ಮನ್ನು ಸಂಪರ್ಕಿಸಲು ಜಗತ್ತಿನ ಮೂಲೆ ಮೂಲೆಯ ಗ್ರಾಹಕರನ್ನು ನಾವು ಸ್ವಾಗತಿಸುತ್ತೇವೆ!